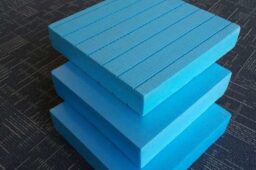


1 – جداسازی پوست
پوست از تنه ها با مالش سریع به یکدیگر در دستگاه های پوست کن چرخنده جدا می شود.
2 – شستن
با پاشیدن آب داغ بر روی تنه های بدون پوست در تونل های شستشو ، تمامی شن و باقیمانده پوست جدا می شوند و چوب رطوبت می گیرد تا جدا سازی رشته های تر صورت بگیرد.
3 – جداسازی رشته ها
رشته های باریک چوب از تنه ها به وسیله دستگاه های تراش ( موسوم به تیغه های غلطکی خرد کننده ) جدا می شوند که بسیار شبیه مداد تراش های غول پیکر عمل می کنند .
4 – خشک کردن
رشته های مرطوب با رطوبت اصلی خود به میزان 85 تا 110 درصد در خشک کن های گردشی گازی خشک می شوند تا رطوبت آنها به 2 تا 3 درصد برسد .
5 – چسب زنی
به منظور استحکام پیوند رشته ها به یکدیگر ، به آنها رزین ( صمغ ) ویژه مقاوم در برابر رطوبت پاشیده می شود که واکنش شیمیایی کاملی را در هنگام پرس از خود نشان می دهد .
6 – پرس کردن
در انتهای بخش شکل دهی ، پهنه حصیر مانند وارد یک پرس مستمر با غلتک داغ ( به نام contiroll ) می شود که در آنجا به تدریج تحت پرس با دمای بالا حدود یک ششم ضخامت اولیه پرس می شود تا به استحکام نهایی برسد .
7 – برش
بلافاصله پس از خروج از contiroll ، لبه های کناری تخته ها با عرض ناچیزی بریده می شوند و تخته ها با اره ای اریب بُر در اندازه بزرگ به صورت افقی برش داده می شود .
8 – خنک کردن
پهنه های چوب پس از خروج از دستگاه پرس بیش از اندازه برای نگهداری ایمن داغ هستند ، در نتیجه باید قبل از انباشت و نگهداری در انبار ، تا دمای 30-40 درجه سانتیگراد سرد شوند . این کار توسط خنک کننده هایی خاص صورت می گیرد.
9 _ بسته بندی
پس از قرار دادن بسته های چوب در انبار با سیستم تهویه به مدت 48 ساعت ، این پهنه ها در اندازه بزرگ برای فرآیندهای نهایی دوباره به قسمت تولید آورده می شوند که شامل موارد زیر می شود : برش در اندازه های دلخواه ،برش عمودی لبه نر و مادگی ( در صورت لزوم )